在线客服
SPC在锻造自动线信息化产业方面的应用
一、工艺分析
根据锻件特点,经过模拟分析,锻件锻造工艺流程为:棒料加热→辊锻制坯→预锻成形→终锻成形→切边,如下图1.1所示。

图1.1 生产线布局示意简图
整条锻造自动线涉及的设备单元描述如下表1.1所示。
表1.1 工艺流程及相关设备
|
工艺流程 |
设备 |
说明 |
|
棒料加热 |
中频感应加热炉 |
棒料加热及温度分选 |
|
辊锻制坯 |
辊锻机 |
中频感应加热炉加热好的棒料经滑道至辊锻机辊锻4次后完成制坯,包括辊锻机机械手 |
|
预锻成形 终锻成形 |
J58K-400型数控电动螺旋压力机 |
预锻和终锻双工位 |
|
切边 |
普通冲床 |
切边完成后锻件通过输送带传递到后续的热处理工序 |
|
锻件搬运移位 |
ABB六自由度关节机器人 |
包含定制化夹具、传感器检测 |
|
模具润滑及冷却 |
自动喷石墨装置 |
负责预锻、终锻型腔自动模具润滑及冷却 |
2.1 网络整体架构
如下图2.1所示,整条锻造生产线中的中频感应加热炉、辊锻机、数控电动螺旋压力机及冲床,均配置有独立的PLC控制器,分别增加数据采集终端HMI,与相应的设备数据通讯(协议层可以不同),获取锻造生产过程中的第一手数据资料,并汇总存储在设备统计过程控制EQSPC中,上层架设服务器实现数据的汇总分析。根据客户的定制化需求,开发相应的数据分析软件(运行在服务器上),能够对采集到的数据分析、汇总、筛选,最终把客户关心的核心数据通过表格、曲线、图形化的方式以Web端、手机App端、车间大屏显示等具体形式呈现出来,同时支持短信、Email等方式告警给特定人员,以便及时发现和排查故障。
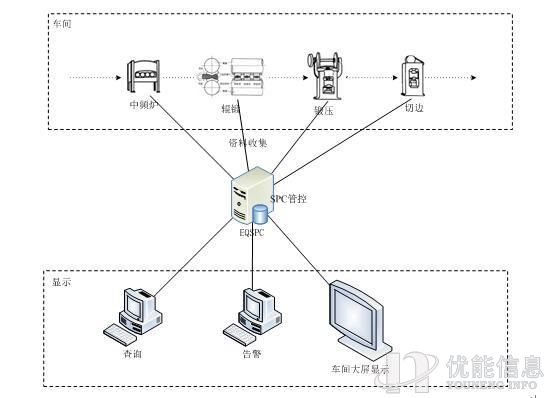
图2.1 网络整体架构图
其中,数据采集终端HMI与各个节点的PLC控制器之间,设备统计过程控制EQSPC与数据采集终端HMI之间,均采用有线网络连接,稳定可靠。数据采集终端HMI一般配置在车间现场,而设备统计过程控制EQSPC及服务器配置在特定的网络机房中。查询及告警的计算机节点可以设置在特定人员的办公室内,只需鼠标轻轻点击,即可对现场情况了如指掌。车间大屏显示配置在车间现场,以看板的形式,面向现场一线工人及车间管理巡视人员。
2.2 中频感应加热炉
与中频感应加热炉厂家沟通协商协议交互的信息,中频感应加热炉监控变量如表2.1所示。
表2.1 中频感应加热炉监控变量
|
监控变量 |
单位 |
数据类型 |
说明 |
|
加热温度 |
℃ |
整形数 |
锻件出炉的时候测量1次,实时监测温度 |
|
合格数目 |
个 |
整形数 |
统计一段时间内,加热棒料合格的数目 |
|
超温数据 |
个 |
整形数 |
统计一段时间内,加热棒料超过设定温度的数目 |
|
欠温数目 |
个 |
整形数 |
统计一段时间内,加热棒料未达到设定温度的数目 |
|
出料节拍 |
个/分 |
浮点数 |
中频炉每分钟出料数目 |
|
加热功率 |
kW |
浮点数 |
中频炉实际工作的功率及耗电情况 |
|
开机运行 时间 |
小时 |
浮点数 |
统计一段时间内,中频炉开机时间 |
|
告警及故障信息 |
|
布尔型 |
中频炉:紧急停机,1=故障报警 中频炉:水压不足,1=故障报警 中频炉:中频电源故障,1=故障报警 中频炉:进料电机故障,1=故障报警 中频炉:引料电机故障,1=故障报警 中频炉:水温高,1=故障报警 |
通过数据采集终端HMI获取到原始第一手数据的基础上,传输到EQSPC服务器中,研发特定的处理软件对数据进一步分析如下:
² 中频炉加热温度的稳定性分析:统计一段时间内的加热温度,求解其均方值,分析温度波动的数据和规律;
² 中频炉的耗电量分析:统计分析一段时间内,中频炉的实际耗电量;
² 故障信息记录和告警:记录中频炉的报警信息,及时推送个值班人员,及时处理紧急情况;
² 中频炉单元的开动率:依据开机运行时间,计算中频炉的开动率。
2.3 辊锻机
与辊锻机厂家沟通协商协议交互的信息,辊锻机监控变量,如表2.2所示。
表2.2 辊锻机监控变量
|
监控变量 |
单位 |
数据类型 |
说明 |
|
辊锻道次 |
次 |
整形数 |
辊锻道次在1-5道之间任意设定,且每道次之间的步进间距可在40-70mm之间任意设定。 |
|
辊子角度 |
° |
浮点数 |
随时能查看辊子角度,如制动角,甩料角,补偿缸泄压角等。 |
|
横移位置 |
mm |
浮点数 |
随时能查看横移位置,其显示精度为0.1mm。 |
|
开机运行 时间 |
小时 |
浮点数 |
统计一段时间内,辊锻机开机时间 |
|
告警及故障信息 |
|
布尔型 |
记录辊锻机使用过程中的具体告警信息 |
2.4 数控电动螺旋压力机
数控电动螺旋压力机是整条锻造自动线的主力锻造成形设备,需要采集和监测的数据量相对较多,数据采集系统现场安装图如下图2.2所示。


图2.2 数据采集系统现场安装图
数控电动螺旋压力机监控变量如下表2.3所示,详细的告警及故障信息表如下表2.4所示。
表2.3 数控电动螺旋压力机监控变量
|
监控变量 |
单位 |
数据类型 |
说明 |
|
设备总打击次数 |
次 |
整形数 |
设备总打击次数,永远不会被主动清零 |
|
小计打击 次数 |
次 |
整形数 |
班产计数 |
|
累计超载 次数 |
次 |
整形数 |
统计设备超载打击次数 |
|
设定打击 行程 |
mm |
整形数 |
记录设定的打击行程 |
|
设定打击 能量 |
% |
整形数 |
记录设定的打击能量 |
|
实际打击 能量 |
kJ |
浮点数 |
记录实际的打击能量 |
|
实际打击 力量 |
T |
浮点数 |
记录实际的打击力量 |
|
开机运行 时间 |
小时 |
浮点数 |
统计一段时间内,压力机开机时间 |
|
告警及故障信息 |
|
布尔型 |
记录压力机使用过程中的具体告警信息 |
表2.4 数控电动螺旋压力机告警及故障信息表
|
地址 |
系统状态 |
|
M0.0 |
报警信息 系统紧急停止状态中! |
|
M0.1 |
[事件信息登录01, M0.1 on ]已确定正确完成合模对零操作,允许执行打击命令! [事件信息登录00, M0.1 off]系统上电或模具调整后,请正确执行合模对零操作! |
|
M0.2 |
状态信息 开机预润滑运行中,请等待! |
|
M1.1 |
状态信息 打击条件暂未满足 |
|
M1.5 |
状态信息 打击受限! |
|
M1.6 |
状态信息 压机请求上料 |
|
M1.7 |
状态信息 压机请求下料 |
|
M4.0 |
状态信息 手动一打模式 |
|
M4.1 |
状态信息 手动二打模式 |
|
M4.2 |
状态信息 手动三打模式 |
|
M4.3 |
状态信息 手动四打模式 |
|
M4.4 |
状态信息 手动五打模式 |
|
M7.0 |
系统信息 自动顶料模式 [ M7.0 off] 系统信息 手动顶料模式 |
|
M7.2 |
状态信息 液压顶料油缸1(调节螺母) |
|
M7.3 |
状态信息 液压顶料油缸2(带位移传感器) |
|
M7.6 |
系统信息 设定为多工步打击模式时最后一打才顶料 [ M7.6 off]系统信息 设定为多工步打击模式时每打都顶料 |
|
M7.7 |
状态信息 上顶料系统使能 |
|
M8.0 |
状态信息 液压顶料泵启动 [ M8.0 off]状态信息 液压顶料泵停止! |
|
M9.0 |
状态信息 螺旋副、导轨副自动间歇润滑使能 [ M9.0 off] 状态信息 螺旋副、导轨副自动间歇润滑停止 |
|
M10.0 |
状态信息 自动喷墨装置喷嘴清洗运行中,禁止打击! |
|
M12.0 |
状态信息 自动下料动作完成 |
|
M12.5 |
状态信息 自动下料成功 |
|
M12.6 |
状态信息 自动下料失败 |
|
M14.5 |
状态信息 自动喷气装置运行中,禁止打击! |
|
M15.0 |
状态信息 自动下料机构处于旋进状态,禁止打击! |
|
M15.1 |
状态信息 自动下料机构处于旋出状态 |
|
M15.2 |
状态信息 自动下料机构处于高位状态 |
|
M15.3 |
状态信息 自动下料机构处于低位状态 |
|
M15.4 |
状态信息 自动下料机构处于甩料状态 |
|
M15.5 |
状态信息 自动下料机构处于非甩料状态 |
|
M15.6 |
状态信息 自动下料机构处于夹紧状态 |
|
M16.0 |
报警信息 系统扩展外设运行中,禁止打击! |
|
M16.3 |
报警信息 压机急停按钮被拍下! |
|
M16.6 |
报警信息 实际顶出行程超过5mm,禁止打击! |
|
M17.1 |
状态信息 压机不满足总控系统联机要求(全自动线) [ M17.1 off] 状态信息 压机满足总控系统联机要求(全自动线) |
|
M17.2 |
事件信息 收到总控系统联机请求! |
|
M17.3 |
报警信息 收到总控系统急停命令! |
|
M17.4 |
状态信息 联机状态下压机响应提速1档,观察是否正常! |
|
M17.5 |
状态信息 联机状态下压机响应提速2档,观察是否正常! |
|
M20.0 |
故障信息 电机1(前电机)轴承或绕组温度过高报警! |
|
M20.1 |
故障信息 电机2(后电机)轴承或绕组温度过高报警! |
|
M20.2 |
故障信息 编码器错误 ,禁止打击,请联系设备制造商! |
|
M20.3 |
报警信息 滑块超程,请适当减小设定打击行程! |
|
M20.4 |
故障信息 主变频器故障报警! |
|
M20.5 |
故障信息 从变频器故障报警! |
|
M20.6 |
故障信息 打击力严重超载,禁止打击,请检查打击能量! |
|
M20.7 |
故障信息 吨位指示器异常,请检查是否正确安装连接! |
|
M21.0 |
报警信息 导轨润滑泵缺油,请加注68#或32#导轨油! |
|
M21.1 |
报警信息 螺母润滑分配器未动作(或超载保护被屏蔽)! |
|
M21.2 |
故障信息 轴承稀油润滑分配器未动作,禁止打击,请检查! |
|
M21.3 |
报警信息 浓油泵缺油,请加注00-1号锂基脂(或使能超载保护)! |
|
M21.4 |
故障信息 稀油润滑站缺油,禁止打击,请加注68#或32#导轨油! |
|
M21.5 |
报警信息 打击力超载,须减小设定打击能量! |
|
M21.6 |
状态信息 锻件温度合格或安全栓或保护光幕安全状态 |
|
M21.7 |
报警信息 锻件温度低或保护光幕或安全栓报警状态,禁止打击! |
|
M22.0 |
报警信息 压机未检测到锻件,禁止打击! |
|
M22.1 |
状态信息 滑块位置高于系统要求之最小安全高度! |
|
M22.2 |
报警信息 自动喷墨机构运行超时报警! |
|
M22.3 |
报警信息 喷墨原点传感器报警,请检查(包括气源)! |
|
M22.4 |
报警信息 中限位传感器故障或安装错误! |
|
M22.6 |
故障信息 左刹车报警,禁止打击,请检查刹车是否正常动作! |
|
M22.7 |
故障信息 右刹车报警,禁止打击,请检查刹车是否正常动作! |
|
M23.0 |
报警信息 顶料站缺油,自动顶料模式下将禁止打击! |
|
M23.1 |
报警信息 设定的模具寿命已到,请更换模具! |
|
M23.2 |
状态信息 打击力不在设定范围内,产品不合格。 |
|
M23.6 |
状态信息 屏蔽超载报警停机功能! |
|
M23.7 |
状态信息 屏蔽润滑故障停机功能! |
2.5 冲床
与冲床厂家沟通协商协议交互的信息,冲床监控变量,如表2.5所示。
表2.5 冲床监控变量
|
监控变量 |
单位 |
数据类型 |
说明 |
|
总打击次数 |
次 |
整形数 |
整线处于自动运行模式下,统计最后工序的锻件数目 |
|
小计打击 次数 |
次 |
整形数 |
班产计数 |
|
开机运行 时间 |
小时 |
浮点数 |
统计一段时间内,压力机开机时间 |
|
告警及故障信息 |
|
布尔型 |
记录压力机使用过程中的具体告警信息,如润滑缺油报警、电机过载报警等 |
2.6 总控系统
整条锻造生产线中的ABB六自由度关节机器人,通过Profibus-DP总线连接到总控系统的S7-300PLC,需要监控的变量信息可以先传递到总控系统PLC,然后通过与总控系统互联的数据采集终端HMI完成数据采集,主要采集机器人的故障报警信息、运行状态(手动/自动)等。
自动喷石墨装置是辅助自动化单元,硬件连接到数控电动螺旋压力机的PLC上面,可以在单机设备的触摸屏上面设置精确的喷气和喷墨时间、读取传感器的状态信息等,同样通过与单机PLC互联的数据采集终端HMI完成数据采集。
关于模具使用寿命提醒功能,需要人工交互输入设置模具使用寿命次数,到达设定使用次数后自动提醒更换模具,禁止设备打击,通过与总控系统互联的数据采集终端HMI完成数据采集。
一、 系统主要功能
3.1 数据采集

HMI/优能远程智能终端通过收集客户前端设备的参数信息,并将主要参数信息传输到后台。
3.2 实时监控
对设备的各个主要参数运行情况实时展示。如中频感应加热炉、辊锻机、数控电动螺旋压力机、冲床、总控系统的实时监控与展示。
3.3 车间看板
通过采集设备中的参数信息,经后台处理后,利用LED或大显示器等在工作区域展示各环节设备的主要参数信息,如中频感应加热炉的加热温度、合格数目、超温数据、欠温数目、出料节拍、加热功率、开机运行时间、告警、故障信息;辊锻机的辊锻道次、辊子角度、横移位置、开机运行、时间、告警及故障信息;数控电动螺旋压力机、设备总打击次数、小计打击、次数、累计超载次数、设定打击、行程、设定打击能量、实际打击能量、实际打击力量、开机运行时间、告警及故障信息;冲床的总打击次数、小计打击次数、开机运行时间、告警及故障信息的信息展示。系统提供直观、阵列式、色块化的设备实时状态跟踪看板,将生产现场的设备状况第一时间传达给相应的使用者。企业通过对工厂设备实时状态的了解,可以实现即时、高效、准确的精细化和可视化管理。能够提高生产过程控制能力,对整个生产流程的优化均具有很大的作用。
3.4 spc管制
管控设备从棒料加热→辊锻制坯→预锻成形→终锻成形→切边→锻件搬运移位→模具润滑及冷却中各个环节的状况,通过后台服务队信息的收集整理形成管制图及趋势图,能及早发现设备异常,及时处理,避免损失。EQSPC通过收集,储存,检验设备及厂务数据,进行数据整合(形成管制图及趋势图),为过程控制提供一个预报警系统,采取措施消除其影响,为生产过程提供保障。
3.5 后台服务
对数据进行收集、存储、整理,并形成报表,为SPC管制、看板服务提供可靠的数据。
一、 设备组成及配置汇总
4.1 数据采集终端HMI
数据采集终端HMI是一款专用于PLC数据收集和监控的采集通讯模块,如图3.1所示,使用有线网络作为通讯手段(支持Ethernet、RS-232、RS-485接口),可以连结各种型号PLC/PAC(支持超过200多种型号),可以很好的整合到设备统计过程控制系统EQSPC中,具备如下突出特点:
² 实时数据显示,显示数据方式、类型、地址等可方便组态配置;
² 触控面板输入;
² Barcode条码阅读器输入;
² 不用编写额外的复杂程序,使用简单方便。


图4.1 数据采集终端HMI实物图
HMI 技术参数规格表如表4.1所示。
表4.1 HMI技术参数规格表
|
规格 |
尺寸 |
130x106.2x36.4mm |
|
电源电压 |
24VDC ±10% |
|
|
系统硬件 |
CPU |
RISC 32bits, 200MHz |
|
电池备份内存 |
128KB |
|
|
闪存 |
8MB/ 8MB + 128M NAND flash |
|
|
接口 |
COM1 |
RS-232/422/485(DB9 母口) |
|
COM2 |
RS-422/485(5针插头) |
|
|
COM3 |
RS-232(Com1: Pin5;7;8) |
|
|
以太网(RJ45) |
10/100-BaseT(for N1AE model) |
|
|
I/O |
USB |
|
|
运行环境 |
工作温度 |
0 ~ 50°C (32 ~ 122°F) |
|
储存温度 |
-20 ~ 60°C (-4 ~ 140°F) |
|
|
湿度 |
10 ~ 90% RH @ 40°C |
4.2 设备统计过程控制EQSPC
EQSPC属于即时控制,可以早期预警。EQSPC通过收集,储存,检验设备及厂务数据,进行Start/End讯息、LOT
ID、Recipe ID讯息、Host整合和前端 HMI、PLC、PAC装置整合,能提供简易及快速上线的EQSPC套件。对整合数据进行分析评价,并为过程控制提供一个预报警系统,采取措施消除其影响,为生产过程提供保障。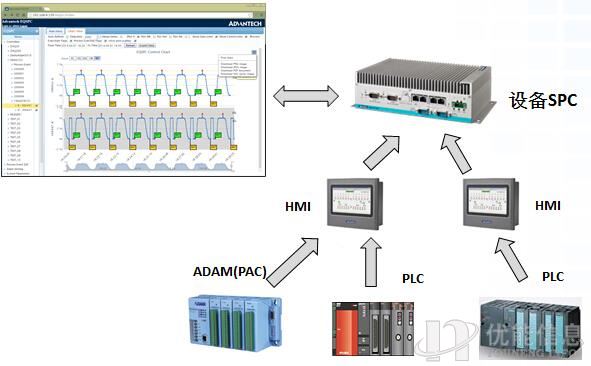
图4.2 设备SPC架构层次图
设备SPC技术参数规格表如表4.2所示。
表4.2 设备SPC技术参数规格表
|
规格 |
尺寸 |
188.8x106.5x35.5mm |
|
材质 |
铝 |
|
|
安装 |
表面安装,德标导轨 |
|
|
运行环境 |
湿度 |
95% @40°C (non-condensing) |
|
工作温度 |
-10~55°C (14~131°F) |
|
|
冲击保护 |
IEC 68 2-27 50 G @ wallmount, half sine, 11 ms |
|
|
震动防护 |
IEC 68 2-6 Random 1 Oct./min, 1hr/axis 2 Grms @ 5~500 Hz |
|
|
I/O接口 |
串行口 |
2x RS-232, 2x RS-232/422/485 |
|
网络 |
2x 10/100Base-T, RJ45端口 |
|
|
USB |
2x USB2.0 ports |
|
|
键盘/鼠标 |
1x PS/2 port |
|
|
系统硬件 |
处理器 |
Dual core |
|
内存 |
4G RAM |
|
|
硬盘 |
500G HDD (300 values) |
|
|
部分PLC品牌 |
|
西门子 欧姆龙 台达 三菱 罗杰韦尔 施耐德 富士 |
4.3 服务器
服务器,型号:ThinkServer RD450,详细技术规格参数表如下表3.2所示,服务器实物图如图4.3所示。
表4.2 服务器技术参数规格表
|
基本参数 |
产品类型 |
企业级 |
|
产品类别 |
||
|
产品结构 |
||
|
处理器 |
CPU类型 |
Intel 至强E5-2600 v3 |
|
CPU型号 |
Xeon E5-2609 v3 |
|
|
CPU频率 |
1.9GHz |
|
|
标配CPU数量 |
1颗 |
|
|
制程工艺 |
22nm |
|
|
三级缓存 |
15MB |
|
|
总线规格 |
QPI 6GT/s |
|
|
CPU核心 |
六核(Haswell) |
|
|
CPU线程数 |
六线程 |
|
|
主板 |
扩展槽 |
单处理器:2×PCI-e 3.0 FHHL x8插槽 |
|
内存 |
内存类型 |
DDR4 |
|
内存容量 |
32GB |
|
|
存储 |
硬盘接口类型 |
SAS |
|
硬盘容量 |
1TB×6 |
|
|
硬盘描述 |
1×1TB热插拔SATA3.5寸硬盘(7200转),最大可拓展到32TB存储空间 |
|
|
RAID模式 |
RAID 0/1/10 |
|
|
光驱 |
超薄DVD RW光驱 |
|
|
接口类型 |
标准接口 |
1×1Gb独立网络管理端口、4×USB |

图4.3 ThinkServer服务器实物图
一、 交货时间
数据采集终端HMI、EQSPC、服务器发货时间为7-14个工作日,现场安装、调试、培训等≥1个月。
二、 安装调试及验收
调试完成后,达到技术协议约定的指标,生产线安装调试完成,同时移交完整的文件(合格证,使用手册和相关技术文档等),并完成需方的人员培训工作,至此,最终验收完成。